咨詢服務熱線 0710-7869688




News
 熱門推薦
熱門推薦
 爐襯修補料
爐襯修補料
 爐襯修補料批發
爐襯修補料批發
 鐵水包澆注料
鐵水包澆注料
 高性能防渣涂抹料
高性能防渣涂抹料
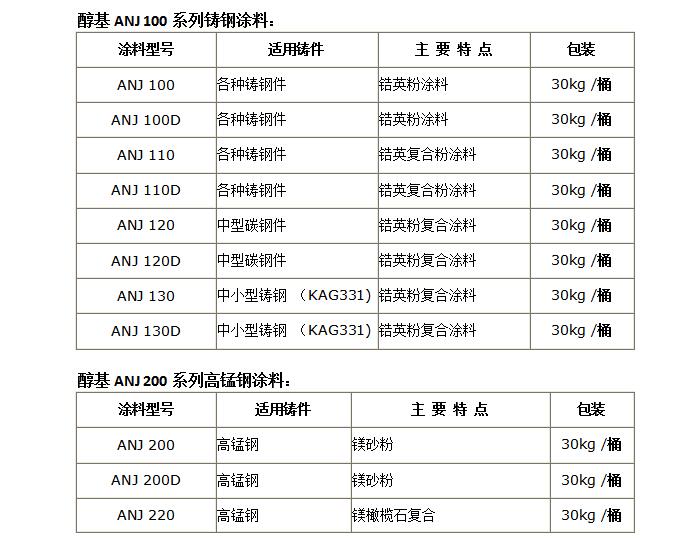 安耐捷涂料系列
安耐捷涂料系列
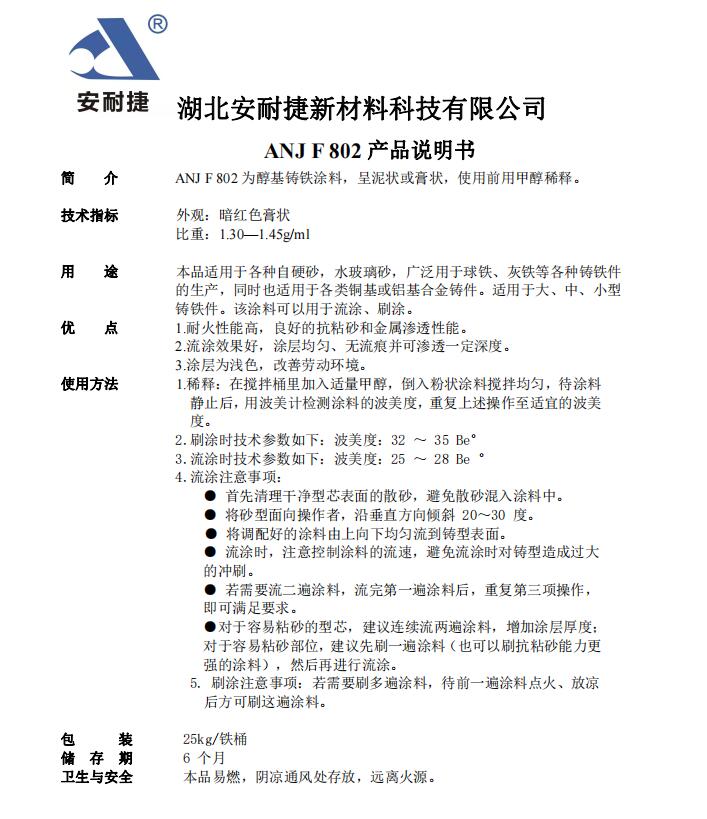 91精品國產高清久久久久久io:產品說明ANJ F 802
91精品國產高清久久久久久io:產品說明ANJ F 802
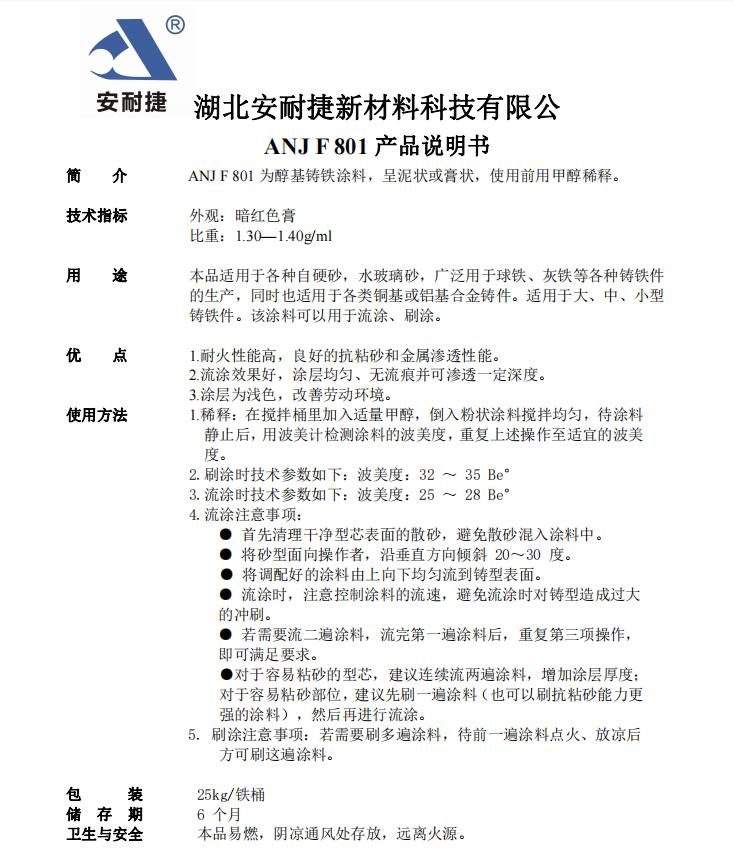 91精品國產高清久久久久久io:產品說明ANJ F 801
91精品國產高清久久久久久io:產品說明ANJ F 801
 91精品國產高清久久久久久io:ANJ產品說明書330
91精品國產高清久久久久久io:ANJ產品說明書330
 91精品國產高清久久久久久io:ANJ產品說明書320
91精品國產高清久久久久久io:ANJ產品說明書320
 91精品國產高清久久久久久io:ANJ產品說明書310
91精品國產高清久久久久久io:ANJ產品說明書310
 91精品國產高清久久久久久io:ANJ產品說明書300
91精品國產高清久久久久久io:ANJ產品說明書300
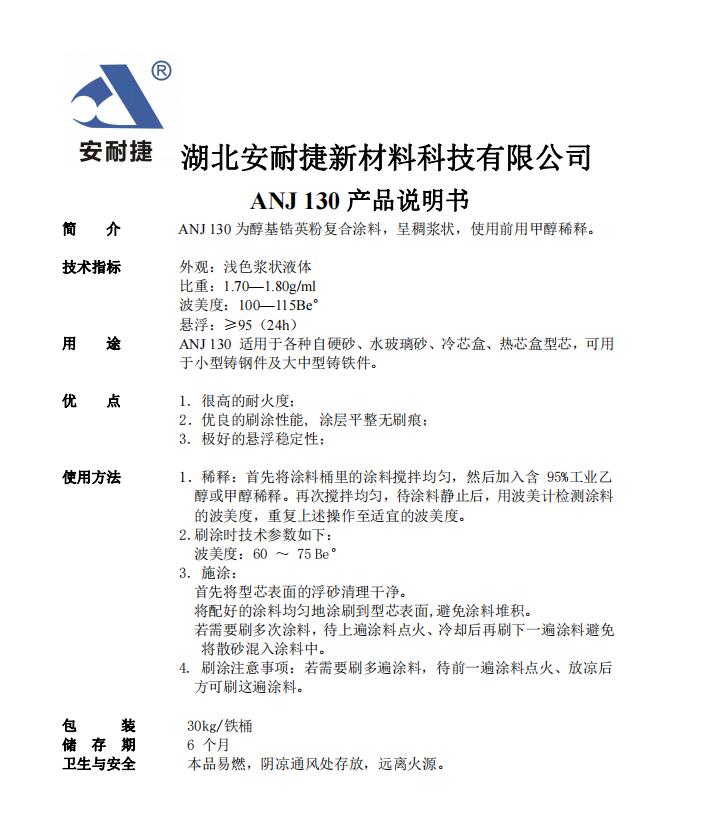 91精品國產高清久久久久久io:ANJ產品說明書130
91精品國產高清久久久久久io:ANJ產品說明書130
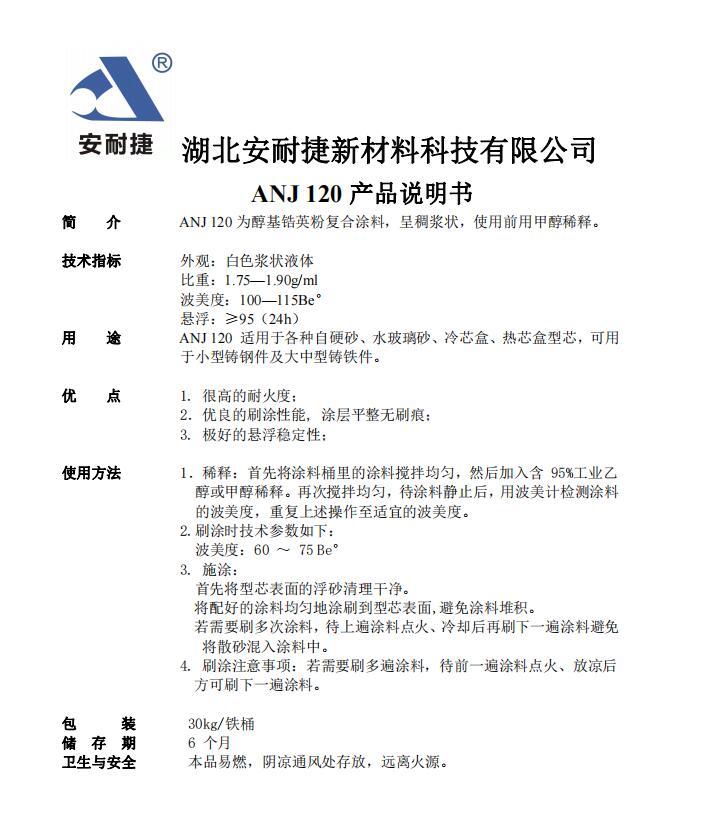 91精品國產高清久久久久久io:ANJ產品說明書120
91精品國產高清久久久久久io:ANJ產品說明書120
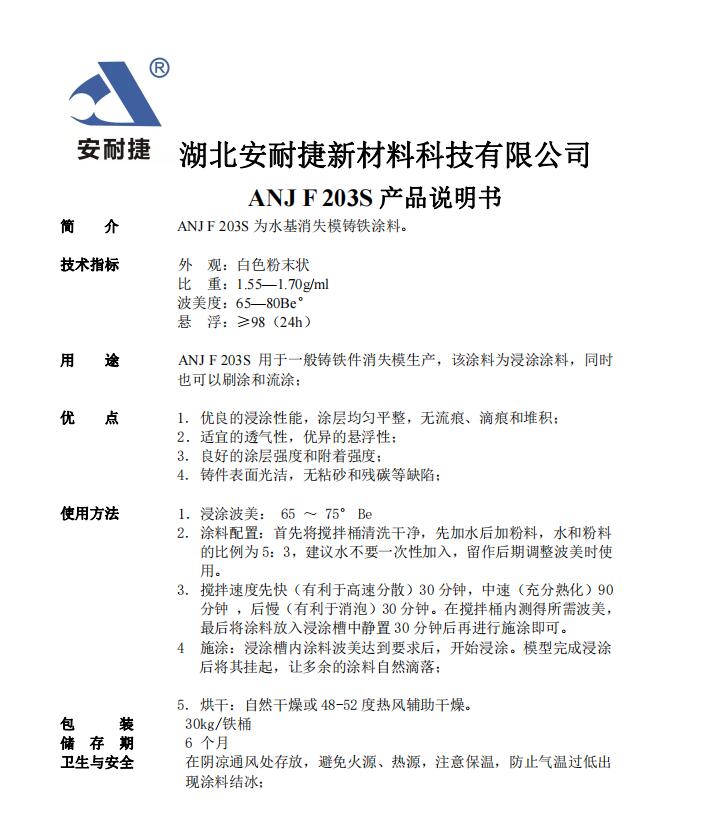 91精品國產高清久久久久久io:ANJ產品說明F 203S
91精品國產高清久久久久久io:ANJ產品說明F 203S
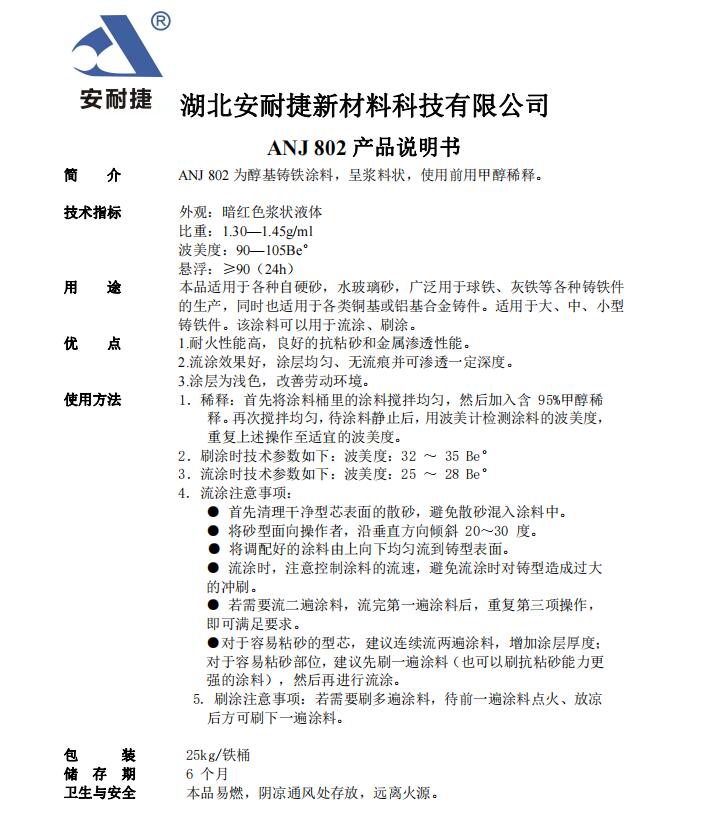 91精品國產高清久久久久久io:ANJ產品說明802
91精品國產高清久久久久久io:ANJ產品說明802
 91精品國產高清久久久久久io:ANJ產品說明801
91精品國產高清久久久久久io:ANJ產品說明801
 91精品國產高清久久久久久io:ANJ產品說明800
91精品國產高清久久久久久io:ANJ產品說明800
 91精品國產高清久久久久久io:ANJ產品說明220
91精品國產高清久久久久久io:ANJ產品說明220
 91精品國產高清久久久久久io:ANJ產品說明202S
91精品國產高清久久久久久io:ANJ產品說明202S
 91精品國產高清久久久久久io:ANJ產品說明201S
91精品國產高清久久久久久io:ANJ產品說明201S
 91精品國產高清久久久久久io:ANJ產品說明200S
91精品國產高清久久久久久io:ANJ產品說明200S
 91精品國產高清久久久久久io:ANJ產品說明200
91精品國產高清久久久久久io:ANJ產品說明200
 91精品國產高清久久久久久io:ANJ產品說明110
91精品國產高清久久久久久io:ANJ產品說明110
 91精品國產高清久久久久久io:ANJ產品說明101S
91精品國產高清久久久久久io:ANJ產品說明101S
 91精品國產高清久久久久久io:ANJ產品說明100S
91精品國產高清久久久久久io:ANJ產品說明100S
 91精品國產高清久久久久久io:ANJ產品說明100
91精品國產高清久久久久久io:ANJ產品說明100
 91精品國產高清久久久久久io:安耐捷F-200G高發熱冒口產品說明
91精品國產高清久久久久久io:安耐捷F-200G高發熱冒口產品說明
 91精品國產高清久久久久久io:ANJF-909發熱冒口覆蓋劑說明書
91精品國產高清久久久久久io:ANJF-909發熱冒口覆蓋劑說明書
 91精品國產高清久久久久久io:ANJF-400D冒口說明書
91精品國產高清久久久久久io:ANJF-400D冒口說明書
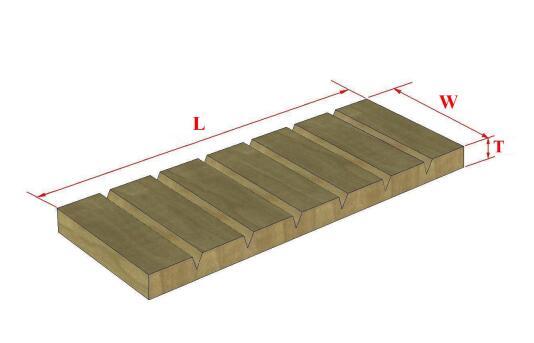 91精品國產高清久久久久久io:ANJF-300B發熱保溫板
91精品國產高清久久久久久io:ANJF-300B發熱保溫板
 91精品國產高清久久久久久io:ANJF-200X說明書
91精品國產高清久久久久久io:ANJF-200X說明書
 91精品國產高清久久久久久io:ANJF-100B冒口說明書
91精品國產高清久久久久久io:ANJF-100B冒口說明書
 安耐捷冒口介紹
安耐捷冒口介紹
 安耐捷冒口名稱
安耐捷冒口名稱
 涂料系列
涂料系列
 冒口系列
冒口系列
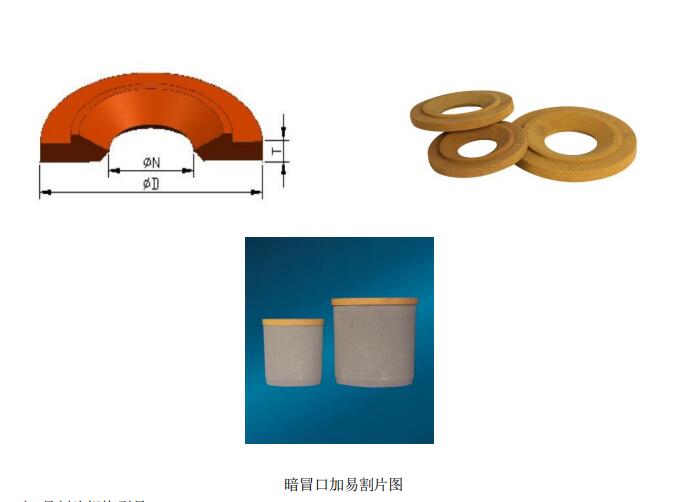 91精品國產高清久久久久久io:安耐捷F-EGP系列冒口易割片
91精品國產高清久久久久久io:安耐捷F-EGP系列冒口易割片
 91精品國產高清久久久久久io:鑄造用ANJ-F系列高效發熱冒口應用技術
91精品國產高清久久久久久io:鑄造用ANJ-F系列高效發熱冒口應用技術
 耐火涂料
耐火涂料
 91精品國產高清久久久久久io:廣東煉鋼電爐爐料如何選擇
91精品國產高清久久久久久io:廣東煉鋼電爐爐料如何選擇
 91精品國產高清久久久久久io:湖北武漢襄陽耐火材料
91精品國產高清久久久久久io:湖北武漢襄陽耐火材料
 91精品國產高清久久久久久io:溫州打爐料坩堝解決方案
91精品國產高清久久久久久io:溫州打爐料坩堝解決方案
 成型坩鍋
成型坩鍋
 中性爐襯材料
中性爐襯材料
 堿性爐襯材料
堿性爐襯材料
 91精品國產高清久久久久久io:酸性爐襯材料F系列
91精品國產高清久久久久久io:酸性爐襯材料F系列
 線圈膠泥
線圈膠泥
 無碳鋼包耐火材料
無碳鋼包耐火材料
 中性爐襯材料廠家
中性爐襯材料廠家
 中性爐襯材料批發
中性爐襯材料批發
 中性爐襯材料報價
中性爐襯材料報價
 中性爐襯材料銷售
中性爐襯材料銷售
 中性爐襯材料生產
中性爐襯材料生產
 線圈膠泥廠家
線圈膠泥廠家
 91精品國產高清久久久久久io:酸性爐襯材料A系列
91精品國產高清久久久久久io:酸性爐襯材料A系列
 91精品國產高清久久久久久io:酸性爐襯材料R系列
91精品國產高清久久久久久io:酸性爐襯材料R系列
 91精品國產高清久久久久久io:酸性爐襯材料G系列
91精品國產高清久久久久久io:酸性爐襯材料G系列
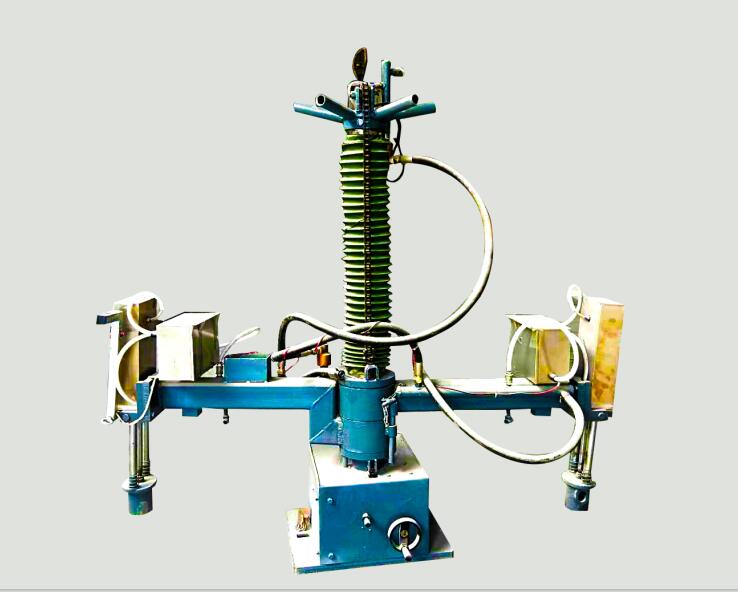 氣動振動筑爐機
氣動振動筑爐機
 澆注料
澆注料
 堿性爐襯材料廠家
堿性爐襯材料廠家
 高性能修補料
高性能修補料
 搗打料價格
搗打料價格
 鐵水包澆注料
鐵水包澆注料
 搗 打 料
搗 打 料
 澆注料廠家
澆注料廠家
 透熱爐料
透熱爐料
 91精品國產高清久久久久久io:酸性爐襯材料2系列
91精品國產高清久久久久久io:酸性爐襯材料2系列
 搗打料廠家
搗打料廠家
 堿性爐襯材料批發
堿性爐襯材料批發
 堿性爐襯材料報價
堿性爐襯材料報價
 91精品國產高清久久久久久io:酸性爐襯材料3系列
91精品國產高清久久久久久io:酸性爐襯材料3系列
 91精品國產高清久久久久久io:酸性爐襯材料D系列
91精品國產高清久久久久久io:酸性爐襯材料D系列
 電動筑爐機
電動筑爐機
 中性爐襯材料價格
中性爐襯材料價格
 91精品國產高清久久久久久io:中性爐襯材料烤爐工藝
91精品國產高清久久久久久io:中性爐襯材料烤爐工藝
 91精品國產高清久久久久久io:中性爐襯材料烘爐工藝
91精品國產高清久久久久久io:中性爐襯材料烘爐工藝
 91精品國產高清久久久久久io:60噸中頻電爐工藝
91精品國產高清久久久久久io:60噸中頻電爐工藝
 91精品國產高清久久久久久io:45噸爐氣動筑爐烘爐工藝
91精品國產高清久久久久久io:45噸爐氣動筑爐烘爐工藝
 91精品國產高清久久久久久io:40噸爐氣動筑爐烘爐工藝
91精品國產高清久久久久久io:40噸爐氣動筑爐烘爐工藝
 91精品國產高清久久久久久io:10-15噸中頻爐氣動筑爐烘爐及維護工藝
91精品國產高清久久久久久io:10-15噸中頻爐氣動筑爐烘爐及維護工藝
 91精品國產高清久久久久久io:5噸中性料施工工藝
91精品國產高清久久久久久io:5噸中性料施工工藝
 91精品國產高清久久久久久io:3噸中性料施工工藝
91精品國產高清久久久久久io:3噸中性料施工工藝
 91精品國產高清久久久久久io:2噸中性料施工工藝
91精品國產高清久久久久久io:2噸中性料施工工藝
 91精品國產高清久久久久久io:1.5噸中性料施工工藝
91精品國產高清久久久久久io:1.5噸中性料施工工藝
 91精品國產高清久久久久久io:0.75噸中性料施工工藝
91精品國產高清久久久久久io:0.75噸中性料施工工藝
 91精品國產高清久久久久久io:中性爐襯材料LFS-983產品介紹
91精品國產高清久久久久久io:中性爐襯材料LFS-983產品介紹
 91精品國產高清久久久久久io:中性爐襯材料LFS-982產品介紹
91精品國產高清久久久久久io:中性爐襯材料LFS-982產品介紹
 91精品國產高清久久久久久io:中性爐襯材料LFS-885CR產品介紹
91精品國產高清久久久久久io:中性爐襯材料LFS-885CR產品介紹
 91精品國產高清久久久久久io:中性爐襯材料LFS-882A產品介紹
91精品國產高清久久久久久io:中性爐襯材料LFS-882A產品介紹
 91精品國產高清久久久久久io:中性爐襯材料C-90產品介紹
91精品國產高清久久久久久io:中性爐襯材料C-90產品介紹
 中性爐襯材料
中性爐襯材料
 中性料檢驗報告
中性料檢驗報告
 91精品國產高清久久久久久io:中性料C-75熔鋁產品介紹
91精品國產高清久久久久久io:中性料C-75熔鋁產品介紹
 91精品國產高清久久久久久io:8噸酸性料施工工藝
91精品國產高清久久久久久io:8噸酸性料施工工藝
 91精品國產高清久久久久久io:3噸酸性料施工工藝
91精品國產高清久久久久久io:3噸酸性料施工工藝
 3噸酸性料工藝
3噸酸性料工藝
 2噸酸性料工藝
2噸酸性料工藝
 91精品國產高清久久久久久io:1噸酸性料施工工藝
91精品國產高清久久久久久io:1噸酸性料施工工藝
 91精品國產高清久久久久久io:0.75噸酸性料施工工藝
91精品國產高清久久久久久io:0.75噸酸性料施工工藝
 91精品國產高清久久久久久io:0.5噸酸性料工藝
91精品國產高清久久久久久io:0.5噸酸性料工藝


冶(ye)金爐(lu)筑(zhu)(zhu)(zhu)爐(lu)指的是(shi)砌筑(zhu)(zhu)(zhu)冶(ye)金工業爐(lu)窯的工程。冶(ye)金爐(lu)的筑(zhu)(zhu)(zhu)爐(lu)質(zhi)量直接(jie)影響爐(lu)子(zi)使(shi)用壽命及熱(re)工過程,從而影響產品的產量和質(zhi)量。筑(zhu)(zhu)(zhu)爐(lu)材料包(bao)括(kuo)耐火材料、隔熱(re)材料、一般建筑(zhu)(zhu)(zhu)材料和鋼鐵結構(gou)材料等。打爐(lu)料廠家為你分享
筑(zhu)(zhu)(zhu)爐(lu)的(de)基本(ben)要(yao)求是(shi):砌體尺寸準(zhun)確,錯(cuo)縫(feng)砌筑(zhu)(zhu)(zhu),磚縫(feng)大小應符合要(yao)求,膨脹縫(feng)砌筑(zhu)(zhu)(zhu)質量,砌體表(biao)面勾縫(feng),工作面平(ping)整(zheng),拱頂(ding)的(de)砌筑(zhu)(zhu)(zhu)質量。冶(ye)金爐(lu)在使(shi)用前(qian)需進(jin)行干燥和烘爐(lu), 使(shi)水分蒸發并達到一(yi)定溫度后才(cai)能(neng)進(jin)行生(sheng)產(chan)。
1、坩堝耐火材料
坩堝耐火材(cai)料(liao)(liao)的(de)確認(ren):選購湖(hu)北(bei)安耐捷爐(lu)襯(chen)材(cai)料(liao)(liao)有限公司(si)的(de)酸性(xing)爐(lu)襯(chen)材(cai)料(liao)(liao),須對材(cai)料(liao)(liao)供應商的(de)產品(pin)名稱(cheng)及(ji)型號進行(xing)確認(ren)。
口設備檢查(cha);
筑(zhu)爐(lu)(lu)前應對電爐(lu)(lu)設備(bei)(bei)進行(xing)試水試壓,試運(yun)行(xing),爐(lu)(lu)體(ti)傾動檢查;新(xin)涂(tu)抹(mo)膠泥要烘干烤透水份,確認無誤后方可用石棉(mian)布或云(yun)母紙進行(xing)鋪爐(lu)(lu)及筑(zhu)爐(lu)(lu)。(如有(you)頂出(chu)機構的設備(bei)(bei)- 定要鋪設云(yun)母紙有(you)利于拆爐(lu)(lu))
2、安裝報警系統。
3、爐底打結。
a..層加料3噸袋,然后(hou)扒平。用(yong)風搞由外周向內(nei)振打2-3遍,耗時(shi)25-30分鐘,平錘(chui)要(yao)求第二(er)錘(chui)壓..錘(chui)的1/3, 不漏錘(chui)。搗實后(hou)用(yong)叉子把表面刮松5-10mm,以利于層與(yu)層之間相互咬(yao)合及防止分層。
b第二層加2噸袋,方法同上。
c用(yong)鏝刀刮去(qu)多余高(gao)度的爐(lu)襯材料(liao),用(yong)水(shui)平儀及木板將爐(lu)底找平。

以上圖(tu)片(pian)是湖北安耐捷(jie)生產的打(da)爐料
4、放置坩堝模具
a坩(gan)(gan)(gan)堝(guo)模(mo)具(ju)誤差: 5m。坩(gan)(gan)(gan)堝(guo)模(mo)具(ju)失圓將導致(zhi)坩(gan)(gan)(gan)堝(guo)壁厚不勻(yun),必須重(zhong)新修整坩(gan)(gan)(gan)堝(guo)模(mo)具(ju),使其(qi)符(fu)合圖紙要求(qiu)。
b坩堝模具排氣孔直徑(jing)為3-6mm,間(jian)距為150 200mm;模具如果銹(xiu)蝕(shi),應用(yong)砂紙打磨后方可使用(yong)。
c放(fang)置坩堝(guo)(guo)模(mo)具時,注(zhu)意(yi)**坩堝(guo)(guo)壁厚(hou)-致并和線圈同心,焊縫留于后半側,前側厚(hou)。
d用三個木(mu)楔塊固定坩(gan)堝模具(ju)。
5、填筑坩堝壁
a務(wu)必將底部與坩堝壁(bi)接觸的(de)材料扒松5-10mm!
b添加耐火材料(liao),須仔細檢(jian)查每(mei)-層,注意不要(yao)讓(rang)任何包裝碎片及其它雜物(wu)混入(ru)爐襯材料(liao)內!
c如(ru)果(guo)爐襯材(cai)料(liao)(liao)進入鋪設材(cai)料(liao)(liao)之間(jian),需全部清除。如(ru)無法清除,全部爐襯材(cai)料(liao)(liao)就必須拆(chai)掉(diao)。
d坩堝壁第- -層加(jia)(jia)料12cm加(jia)(jia)料后(hou)(hou)扒平。 然后(hou)(hou)用(yong)手動(dong)叉(cha)(cha)叉(cha)(cha)1-2遍,耗時5-10分鐘, 再用(yong)風鎬依次沿(yan)著坩堝和爐壁均勻(yun)有序的原則用(yong)平錘振實,平錘要求第二錘壓(ya)第-錘的1/3,不漏錘。搗實后(hou)(hou)用(yong)叉(cha)(cha)子(zi)把表面刮(gua)松5-10mm,以利于層與層之間相互咬合及(ji)防止分層。
e從第二層(ceng)至爐頂(ding),重復上(shang)面的操(cao)作(zuo)。
f打結至1/3高度(du),可去掉楔木塊。
h必須將爐襯(chen)一次性(xing)打(da)完(wan), 嚴禁停停打(da)打(da),因為此材料(liao)吸(xi)潮性(xing)強,加之鑄造車間粉(fen)塵(chen)大、雜物多,影響爐襯(chen)壽命(ming)。
6、爐(lu)口(kou)(kou)_上(shang)部30cm處(chu)(chu)采用可塑料封口(kou)(kou),爐(lu)料和可塑料交(jiao)接處(chu)(chu)酒少許干(gan)凈的自來水有利(li)于互相粘接,用風鎬分兩層(ceng)打結。
7、爐嘴用可塑料打(da)結成(cheng)型(xing)。
8、用直徑2- 3mm的鋼針間距150mm-200mm均勻有序的把(ba)可塑料(liao)扎上透氣孔,利于爐襯的潮氣排除。
以上資料(liao)(liao)由(you)湖北安耐捷打爐料(liao)(liao)廠家提供!歡迎前來(lai)電(dian)話咨詢!

 當前位置:
當前位置:
